专注大型锻件一体化服务
30年锻造行业经验,上千家用户共同见证
 船级社入级工厂
船级社入级工厂
132-8350-6666

专注大型锻件一体化服务
30年锻造行业经验,上千家用户共同见证
船级社入级工厂
132-8350-6666

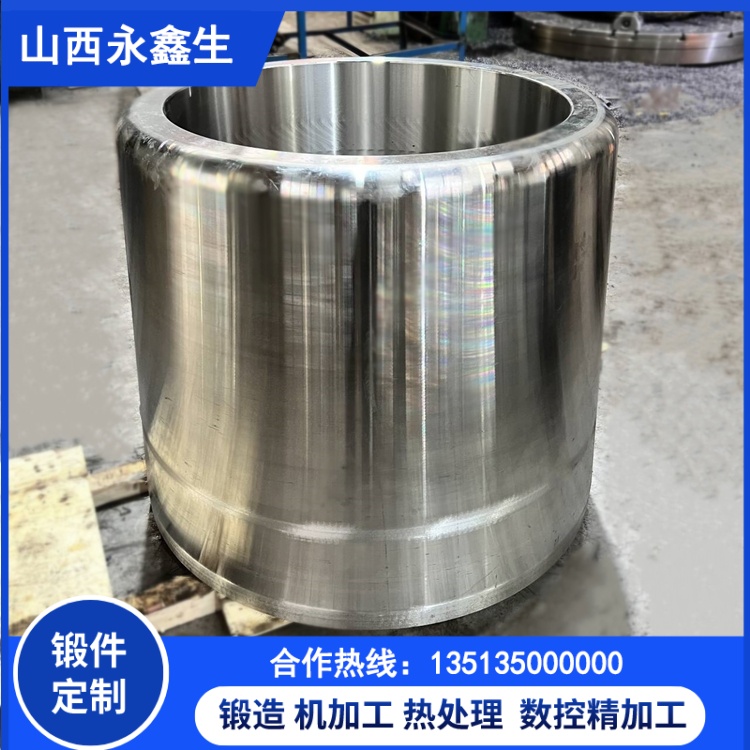
薄壁筒锻件是指壁厚与内径比值小于0.1的筒形锻件,具有重量轻、结构紧凑、精度要求高的特点,广泛应用于航空航天、汽车制造、精密机械、电子设备等高端领域。由于薄壁筒锻件壁厚较薄,锻造过程中易出现变形、翘曲、尺寸偏差等问题,其锻造工艺的合理性直接影响尺寸精度,进而决定产品的使用性能。本文结合薄壁筒锻件的生产实践,分析锻造工艺对尺寸精度的影响,探讨其应用场景,为行业生产和应用提供参考。
薄壁筒锻件的尺寸精度主要包括内径精度、外径精度、壁厚均匀度、圆度和直线度等指标,这些指标的达标情况直接影响其装配性能和使用可靠性。锻造工艺的各个环节,包括加热工艺、变形工艺、锻打参数、锻后处理等,都会对尺寸精度产生不同程度的影响,其中变形工艺和锻打参数的影响最为显著。
加热工艺对薄壁筒锻件尺寸精度的影响主要体现在温度均匀性和氧化烧损两个方面。由于薄壁筒锻件壁厚较薄,加热过程中若温度不均匀,会导致锻件各部位塑性差异较大,锻打时变形不均,进而产生尺寸偏差、翘曲等问题。因此,加热过程中需严格控制温度,确保锻件内外温度均匀,采用智能温控系统,实时监测温度变化,避免局部过热或过冷。同时,加热温度过高会导致锻件表面氧化烧损,减少壁厚,影响尺寸精度;温度过低则会增加变形阻力,锻打时易出现开裂、变形不均等问题,因此需根据材质确定合理的始锻温度和终锻温度,例如,铝合金薄壁筒锻件的始锻温度为450-500℃,终锻温度不低于380℃。
变形工艺是影响薄壁筒锻件尺寸精度的核心因素,合理的变形工艺能够有效减少变形不均和尺寸偏差。薄壁筒锻件的变形工艺需遵循“均匀变形、小变形量、多道次”的原则,采用扩孔、拔长、精整等组合工艺,逐步成型。扩孔工艺用于扩大锻件内径,需控制扩孔速度和扩孔量,避免扩孔过快或过量导致锻件壁厚不均、圆度超标;拔长工艺用于减小锻件壁厚,需采用对称拔长方式,确保锻件各部位壁厚均匀;精整工艺是提升尺寸精度的关键,采用专用精整模具,对锻件进行精整处理,修正尺寸偏差,确保圆度、直线度符合要求。此外,锻造过程中需避免锻件受到不均匀的外力作用,防止出现翘曲、变形等问题。

锻打参数的控制对薄壁筒锻件尺寸精度至关重要,主要包括锻打速度、压下量、锻打次数和模具精度等。锻打速度过快,会导致锻件变形速度过快,产生惯性变形,进而出现尺寸偏差;速度过慢,则会增加锻件冷却时间,导致温度下降,变形阻力增大,易出现开裂、变形不均等问题,因此锻打速度需控制在0.3-1.0m/s。压下量需根据每道次变形要求合理调整,每道次压下量控制在5%-10%,避免压下量过大导致锻件变形不均、壁厚偏差超标;锻打次数根据锻件的尺寸和壁厚确定,一般为3-8道次,确保锻件达到设计尺寸。同时,模具的精度直接影响锻件的尺寸精度,需定期对模具进行检测和维护,确保模具的尺寸精度和表面光洁度,避免因模具磨损、变形导致锻件尺寸偏差。
锻后处理对薄壁筒锻件尺寸精度的影响主要体现在内应力消除和尺寸稳定性提升两个方面。薄壁筒锻件锻打后会产生较大的内应力,若不及时消除,会导致锻件在后续加工或使用过程中出现变形,影响尺寸精度。因此,锻后需进行热处理,采用退火、时效处理等工艺,消除内应力,提升锻件的尺寸稳定性。例如,铝合金薄壁筒锻件锻后采用时效处理,温度控制在180-220℃,保温时间为2-4小时,有效消除内应力,防止变形;不锈钢薄壁筒锻件锻后采用固溶处理,提升尺寸稳定性和耐腐蚀性能。此外,锻后冷却速度需严格控制,采用缓慢冷却方式,避免快速冷却产生内应力,导致尺寸偏差。

薄壁筒锻件的应用场景主要集中在对重量、精度和空间有严格要求的高端领域,根据材质和性能的不同,应用场景可分为以下几类:航空航天领域是薄壁筒锻件的主要应用领域之一,主要用于飞机发动机、机身结构件、航天器推进系统等,采用铝合金、钛合金等轻量化材质,要求锻件尺寸精度高、重量轻、强度高,例如,飞机发动机的燃烧室筒、涡轮叶片外套等,均采用薄壁筒锻件,确保发动机的轻量化和可靠性。
汽车制造领域主要用于高端汽车的发动机、变速箱、底盘等部件,采用高强度碳钢、铝合金等材质,要求锻件尺寸精度高、重量轻、耐磨性好,例如,汽车变速箱的齿轮套、发动机的气缸套等,采用薄壁筒锻件,能够减轻汽车重量,提升燃油经济性和动力性能。
精密机械领域主要用于精密仪器、医疗器械、电子设备等,采用不锈钢、铜合金等材质,要求锻件尺寸精度高、表面光洁度好、稳定性强,例如,精密仪器的外壳、医疗器械的导管等,采用薄壁筒锻件,确保仪器的精度和可靠性。
此外,薄壁筒锻件还应用于石油化工、新能源等领域,例如,石油化工领域的小型管道接头、新能源领域的电池外壳等,均需要薄壁筒锻件具备较高的尺寸精度和耐腐蚀性能。
综上所述,薄壁筒锻件的锻造工艺对尺寸精度影响显著,需通过优化加热工艺、变形工艺、锻打参数和锻后处理,确保尺寸精度达标。其应用场景主要集中在航空航天、汽车制造、精密机械等高端领域,随着行业技术的不断发展,薄壁筒锻件的精度要求将不断提高,需进一步优化锻造工艺,提升生产技术水平,满足市场需求。