专注大型锻件一体化服务
30年锻造行业经验,上千家用户共同见证
 船级社入级工厂
船级社入级工厂
132-8350-6666

专注大型锻件一体化服务
30年锻造行业经验,上千家用户共同见证
船级社入级工厂
132-8350-6666

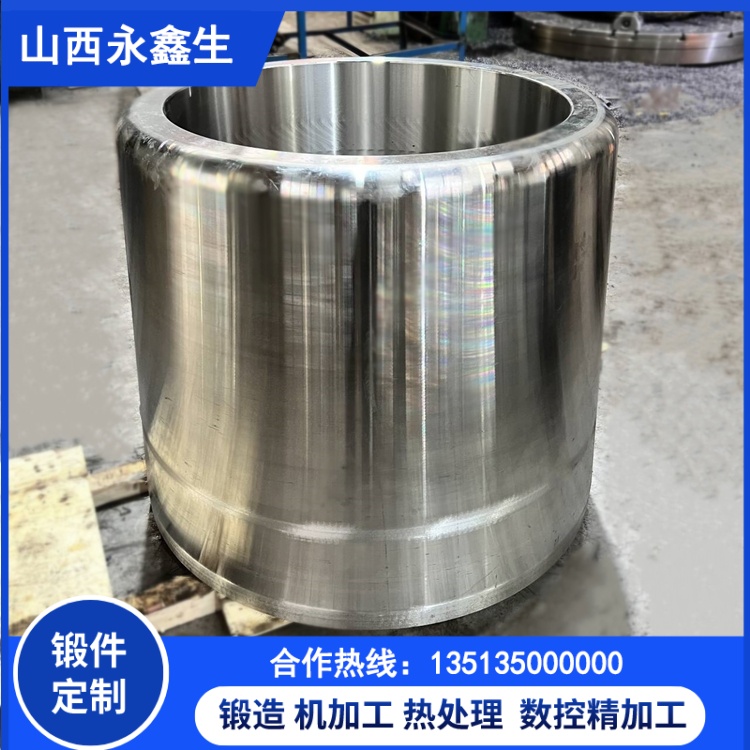
厚壁筒锻件是指壁厚与内径比值大于0.25的筒形锻件,广泛应用于大型压力容器、核电设备、重型机械、石油化工等领域,其承受的压力、载荷较大,对力学性能、尺寸精度和内部质量要求极高。厚壁筒锻件的锻打工艺复杂,原材料选择直接影响锻件质量,因此,掌握锻打工艺要点和原材料选择标准,是保障厚壁筒锻件生产质量的关键。本文结合厚壁筒锻件的生产实践,详细解析锻打工艺要点,明确原材料选择标准,为行业生产提供参考。
厚壁筒锻件的锻打工艺核心是通过合理的温度控制、变形工艺和锻打参数,确保锻件内部组织均匀、无缺陷,尺寸精度符合要求,同时提升锻件的力学性能。其锻打工艺要点主要包括加热工艺、变形工艺、锻打参数控制和锻后冷却四个方面。
加热工艺是厚壁筒锻件锻打的基础,由于厚壁筒锻件尺寸大、壁厚不均,加热过程中需重点解决温度均匀性问题,避免出现内外温差过大导致锻件开裂。加热工艺要点如下:根据原材料材质(如碳钢、合金结构钢、不锈钢等),确定合理的始锻温度和终锻温度,例如,45#碳钢厚壁筒锻件的始锻温度为1100-1150℃,终锻温度不低于800℃;采用分段加热方式,先低温预热,再逐步升温至始锻温度,预热温度控制在500-600℃,预热时间根据锻件尺寸调整,确保原材料内外温度均匀;加热过程中实时监测温度变化,采用智能温控系统,避免温度过高导致氧化烧损、晶粒粗大,或温度过低造成锻打困难、锻件开裂;加热后的保温时间要充足,一般为2-6小时,确保金属组织充分均匀化,提升塑性。

变形工艺是厚壁筒锻件成型的关键,由于其壁厚较大,变形阻力大,需采用合理的变形方式,确保锻件成型均匀,消除内部缺陷。变形工艺要点如下:采用“多道次小变形”的锻打方式,替代传统的单道次大变形,每道次压下量控制在10%-15%,逐步实现锻件成型,减少内部应力集中,避免出现裂纹;采用径向锻打与轴向锻打相结合的方式,确保锻件壁厚均匀、内径圆整,同时改善内部组织,提升力学性能;对于大型厚壁筒锻件,可采用镦粗、拔长、扩孔等组合工艺,先镦粗去除原材料内部的缩孔、疏松等缺陷,再拔长、扩孔成型,确保锻件质量;锻打过程中及时清除锻件表面的氧化皮和夹杂,避免杂质进入锻件内部,影响质量。
锻打参数控制直接影响厚壁筒锻件的尺寸精度和组织性能,需根据锻件的规格、材质和成型要求,确定合理的锻打速度、压下量、锻打次数等参数。锻打速度控制在0.5-1.5m/s,避免速度过快导致锻件变形不均,或速度过慢影响生产效率;压下量根据每道次变形要求合理调整,确保变形均匀;锻打次数根据锻件的壁厚和尺寸确定,一般为5-10道次,确保锻件达到设计尺寸和精度要求。同时,选择合适的锻造设备,大型厚壁筒锻件可选用油压机、水压机等大型锻造设备,确保锻打力充足,提升锻打精度。
锻后冷却是厚壁筒锻件锻打工艺的重要环节,其目的是消除锻件内部的内应力,避免出现变形、开裂等缺陷。冷却工艺要点如下:锻打结束后,将锻件缓慢冷却至室温,避免快速冷却,冷却速度控制在50-100℃/h;对于合金材质的厚壁筒锻件,可采用坑冷、炉冷等缓慢冷却方式,确保内应力充分释放;冷却过程中,避免锻件受到撞击、挤压等外力作用,防止变形;冷却完成后,对锻件进行外观检查,排查表面裂纹、凹陷等缺陷。
原材料选择是厚壁筒锻件质量的基础,其材质、性能和质量直接决定锻件的最终性能和使用寿命。厚壁筒锻件原材料选择标准主要包括材质选择、质量要求和验收标准三个方面。在材质选择方面,需根据厚壁筒锻件的使用环境、受力情况和性能要求,选择合适的材质:用于承受高压、高温的厚壁筒锻件,可选用35CrMo、42CrMo等合金结构钢,提升力学性能和耐高温性能;用于耐腐蚀环境的厚壁筒锻件,可选用316L、321等不锈钢;用于普通工况的厚壁筒锻件,可选用Q355B、45#等碳钢。
原材料的质量要求主要包括:化学成分符合国家标准和设计要求,碳含量、硫磷杂质含量控制在规定范围内,避免杂质过多导致锻件开裂、性能下降;原材料的内部质量良好,无缩孔、疏松、裂纹、夹杂等缺陷,可通过超声波检测、磁粉检测等手段进行排查;原材料的表面质量良好,无氧化皮、油污、划痕、凹陷等缺陷,尺寸偏差符合加工要求;原材料的力学性能符合要求,抗拉强度、屈服强度、冲击韧性等指标达标。

原材料验收标准需严格执行,建立完善的验收流程:原材料到厂后,首先进行外观检查,排查表面缺陷;然后进行化学成分检测,采用光谱分析等方法,确保化学成分符合要求;接着进行内部质量检测,采用超声波检测等无损检测手段,排查内部缺陷;最后进行力学性能检测,确保力学性能达标。不合格原材料严禁入库使用,同时建立原材料追溯体系,记录原材料的供应商、批次、检测结果等信息,便于后续质量问题的排查。
此外,在厚壁筒锻件生产过程中,还需加强原材料的预处理,去除表面氧化皮、油污等杂质,为后续锻打做好准备;加强生产过程的质量管控,每道工序都进行严格检测,及时发现和整改问题;加强操作人员的培训,提升专业技能和质量意识,规范操作流程。
总之,厚壁筒锻件的锻打工艺需重点把控加热、变形、锻打参数和锻后冷却四个环节,确保锻件质量;原材料选择需遵循材质适配、质量合格、验收严格的标准,为锻件质量奠定基础。企业应不断优化锻打工艺,完善原材料管控体系,提升厚壁筒锻件的生产质量和市场竞争力。