专注大型锻件一体化服务
30年锻造行业经验,上千家用户共同见证
 船级社入级工厂
船级社入级工厂
132-8350-6666

专注大型锻件一体化服务
30年锻造行业经验,上千家用户共同见证
船级社入级工厂
132-8350-6666

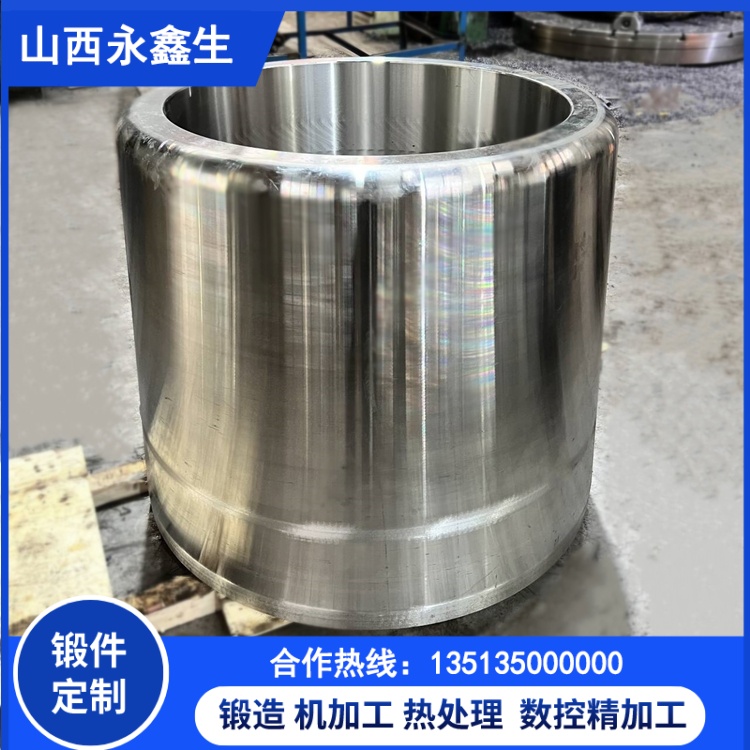
合金筒锻件凭借优异的力学性能、耐腐蚀性和高温稳定性,广泛应用于机械制造、石油化工、航空航天等高端领域。其锻造工艺的合理性直接决定产品质量、生产效率及成本控制,而工艺优化与质量提升是当前行业突破产能瓶颈、满足高端市场需求的核心方向。本文结合合金筒锻件生产实践,探讨锻造工艺优化路径,并提出针对性的生产质量提升策略,为行业生产提供参考。
当前合金筒锻件锻造过程中,仍存在诸多问题制约质量提升:一是锻打温度控制精度不足,导致金属组织不均匀,出现晶粒粗大、夹杂等缺陷;二是变形工艺参数不合理,造成锻件壁厚不均、尺寸偏差超标;三是锻后处理流程不完善,未能充分消除内应力,影响产品力学性能;四是生产过程管控不严格,原材料验收、工序检测等环节存在漏洞。这些问题不仅降低产品合格率,还增加生产成本,限制合金筒锻件向高端化、精密化发展。
合金筒锻件锻造工艺优化需围绕温度控制、变形工艺、锻后处理三个核心环节展开。在温度控制方面,应根据合金材质特性(如铬钼合金、镍基合金等),精准确定始锻温度、终锻温度及保温时间。采用智能温控系统,实时监测锻打过程中的温度变化,避免因温度过高导致氧化烧损、晶粒长大,或温度过低造成锻件开裂。例如,对于35CrMo合金筒锻件,始锻温度可控制在1150-1200℃,终锻温度不低于850℃,保温时间根据锻件尺寸调整为2-4小时,确保金属塑性达到最佳状态。

在变形工艺优化上,采用“多道次小变形”锻造方式,替代传统的单道次大变形工艺,减少金属内部应力集中,改善组织均匀性。结合数值模拟技术,模拟锻件变形过程,优化锻打速度、压下量等参数,确保锻件壁厚均匀、尺寸精准。同时,根据筒锻件的规格的大小,选择合适的锻造设备,小型精密合金筒锻件可采用数控锻压机,大型合金筒锻件可选用油压机,提升锻打精度和效率。
锻后处理是提升合金筒锻件质量的关键环节,需优化热处理工艺,消除锻件内应力,改善金属组织,提升力学性能。针对不同合金材质,制定差异化的热处理方案:对于高强度合金筒锻件,采用“正火+回火”双重热处理工艺,正火温度控制在880-920℃,回火温度根据性能要求调整为550-650℃,有效消除内应力,提升锻件的硬度和韧性;对于耐腐蚀合金筒锻件,增加固溶处理环节,去除金属内部的杂质,增强耐腐蚀性。
在生产质量提升策略方面,首先要强化原材料管控,建立严格的原材料验收标准,对原材料的化学成分、力学性能进行全面检测,杜绝不合格原材料进入生产环节。其次,完善工序质量检测体系,在锻打、热处理、精加工等每个工序设置检测节点,采用超声波检测、金相分析等手段,及时发现锻件内部缺陷和尺寸偏差,及时整改。同时,加强生产人员培训,提升操作人员的专业技能,规范操作流程,减少人为因素对产品质量的影响。

此外,引入智能化生产技术,推动生产过程的自动化、数字化升级,通过物联网设备实时采集生产数据,实现对锻造工艺参数的动态调整和质量追溯。加强成本控制,优化工艺流程,减少原材料浪费和能耗,在提升产品质量的同时,降低生产成本。最后,建立质量反馈机制,收集客户使用过程中的问题,持续优化锻造工艺和质量管控体系,提升产品的市场竞争力。
综上所述,合金筒锻件锻造工艺优化是提升产品质量的核心,通过精准控制温度、优化变形工艺、完善锻后处理,可有效减少锻件缺陷,提升产品性能。同时,强化原材料管控、完善检测体系、引入智能化技术,能够进一步保障生产质量的稳定性。未来,随着行业技术的不断发展,需持续探索新型锻造工艺和质量管控方法,推动合金筒锻件产业向高端化、绿色化、智能化方向发展。